揭秘碳纤维制品的精密制造核心技术密码
发表时间:2025-09-13 13:59:47 作者:智上新材 阅读数:399碳纤维复合材料因其高比强度、高比模量、轻量化、耐腐蚀、抗疲劳等优异性能,被广泛应用于航空航天、汽车、轨道交通、体育器材、医疗器械等领域。其生产流程复杂,涉及多个关键环节,每一个环节都对最终产品的性能有决定性影响。
在产品的生产之初,需要先给到自己产品实际应用的性能需求,从而确定原材料以及生产工艺,这样使得产品更好的满足实际的需求。

碳纤维原丝选择
碳纤维原丝是生产碳纤维制品的基础,目前市场上主流的原丝类型为聚丙烯腈(PAN)基碳纤维原丝,因其具有较高的强度和模量,能满足多数高性能制品的需求。如在航空航天领域,T700、T800级别的PAN基碳纤维原丝应用广泛,其高强度特性可有效减轻飞行器结构重量,同时保证结构的可靠性和安全性。而沥青基碳纤维原丝虽产量相对较少,但具有高模量的优势,常用于对模量要求极高的场合,如卫星天线的支撑结构等。在选择原丝时,需综合考虑制品的应用场景、性能需求以及成本因素等。

铺层方向确定
[0°]:提供最高的拉伸和压缩强度。
[±45°]:提供良好的剪切性能和抗扭刚度。
[90°]:横向强度较低,但纵向强度高。
铺层方向是影响碳纤维制品性能的关键因素之一。常见的标准铺层角度有 0°、45°、- 45°和 90°。0°铺层方向通常沿制品主要受力方向铺设,可有效提高制品在该方向上的拉伸和压缩强度,例如在承受轴向拉伸载荷的杆件中,0°铺层能充分发挥碳纤维的高强度特性 。±45°铺层主要用于承受剪切载荷,在受扭部件中,合理设置 ±45°铺层可显著提高其抗扭性能。90°铺层则用于增强制品在垂直于主要受力方向的性能,如在平板结构中,90°铺层可提高板材的横向刚度 。当制品承受复杂载荷时,往往需要采用多方向混合铺层,如 0°、±45°、90°多方向混合铺设,以综合提升制品在不同受力状态下的性能。在相关的研究中,对于正交层板,不同铺层顺序会影响基体裂纹的起始载荷、扩展速率、断裂韧性以及裂纹密度等。
除了铺层方向,铺层顺序也是非常重要的环节,这里就不一一赘述,有兴趣的朋友,可以联系我们的客服,来深度了解关于纤维复合材料铺层方向方面的知识点。

成型工艺选择
高温模压成型
高温模压成型适用于制造小型复杂构件。该工艺是将裁剪好的预浸料按设计铺层铺设在模具中,通过高温(一般 100℃ - 200℃)和高压(5MPa - 20MPa)使树脂固化成型 。其优点是生产效率较高,产品尺寸精度高(可达 ±0.1mm),表面质量好。在汽车零部件制造中,如碳纤维汽车轮毂、内饰件等,常采用高温模压成型工艺。但该工艺对模具要求较高,模具成本高,且不适用于制造大型构件。
热压罐成型
热压罐成型多用于处理大型整体构件,如航空航天领域的飞机机翼、机身段等。将铺层好的预浸料叠层放入热压罐中,在高温(120℃ - 250℃)和高压(0.5MPa - 1.5MPa)环境下固化成型。热压罐成型能够制造出高性能、高质量的复合材料制品,因为在热压罐内,制品可受到均匀的温度和压力,有利于排除气泡,提高复合材料的密实度和性能。然而,热压罐设备投资大,运行成本高,生产周期相对较长。
其他成型工艺
除上述两种常见工艺外,还有真空袋成型、缠绕成型、拉挤成型等。真空袋成型通过将预浸料密封在真空袋中,利用真空压力使其紧贴模具表面固化成型,适用于制造大型、薄壁的部件,如风力发电机叶片的外壳等 。缠绕成型是将预浸料缠绕在芯轴上,通过加热和加压使其固化成型,主要用于制造管状、筒状等回转体部件,如压力容器、传动轴等。拉挤成型是将浸渍树脂的碳纤维通过加热的模具拉挤成型,可生产连续的型材,如杆、梁等,具有高效和自动化程度高的特点,适合大批量生产。

表面精度处理
机械加工
成型后的碳纤维制品毛坯往往需要进行机械加工来达到更高的表面精度要求。常见的机械加工方法有CNC切削、钻孔、磨削等。在CNC切削加工中,刀具的选择和切削参数的优化至关重要。由于碳纤维材料的硬度高、耐磨性强,且纤维与基体的结合特性,一般采用金刚石涂层刀具,可有效提高刀具寿命,减少纤维拉出和基质脱离等问题。例如在加工碳纤维复合材料时,主轴转速可达 20000rpm,进给速度优化至 800mm/min,可使加工精度达到 IT7 级,表面粗糙度 Ra≤0.8μm 。钻孔过程中,需控制好钻孔速度和进给量,防止孔壁出现分层、毛刺等缺陷。磨削加工可进一步降低表面粗糙度,提高表面平整度,对于一些对表面精度要求极高的光学部件、精密仪器零件等,磨削是常用的加工手段。
表面抛光
对于有更高表面光洁度要求的碳纤维制品,还需进行表面抛光处理 。抛光方法包括机械抛光、化学抛光等。机械抛光通过使用抛光轮和抛光膏,对制品表面进行研磨,去除微小的凹凸不平,可使表面粗糙度降低至 Ra≤0.2μm,常用于高端体育用品(如高尔夫球杆杆头)、电子产品外壳等的表面处理。化学抛光是利用化学反应使制品表面微观凸起部分优先溶解,从而达到平整光滑的效果,该方法适用于形状复杂的制品,但可能会对材料表面性能产生一定影响。
油漆涂装工艺
表面油漆涂装不仅能提升碳纤维制品的美观度,还可增强其耐候性和防腐蚀性能 。一般采用多层涂装体系,以智上新材料的三级涂装系统为例,首先进行零部件清洗,彻底去除脱模剂等杂质,确保表面清洁度,这是保证涂层附着力的关键。然后进行底漆涂装,底漆的作用是增强涂层与基体之间的附着力,同时提供一定的防腐蚀保护 。对于一些有特殊功能需求的产品,如碳纤维极片辊要求导电、耐磨,可在中层色漆处理时添加相应的功能性填料来实现。最后进行面漆涂装,面漆主要用于改善制品的外观,使其具有良好的光泽度和装饰性,例如碳纤维机器人手臂的表面常要求做到镜面级效果,通过精心调配面漆和精细的涂装工艺来实现。每层涂装后都需进行适当的固化处理,确保涂层的质量和性能。

质量检测环节
制作完成的碳纤维制品还需要进行精度的测量。智上新材料通常采用的是三坐标测量仪。三坐标测量仪用于精确测量碳纤维制品的关键尺寸,确保其符合设计要求,测量精度可达 ±0.01mm 。通过测量制品的长度、宽度、高度、孔径等尺寸,并与设计图纸进行对比,可及时发现尺寸偏差,以便对生产工艺进行调整。对于制品的实际性能测试,疲劳试验机可模拟服役工况,对制品施加周期性载荷,检测其疲劳寿命和疲劳性能。例如在汽车悬挂系统用碳纤维部件的测试中,通过疲劳试验机模拟车辆行驶过程中的振动和冲击载荷,评估部件在长期使用条件下的可靠性。此外,还需进行拉伸、压缩、弯曲等力学性能测试,以全面评估碳纤维制品的性能是否满足应用要求。
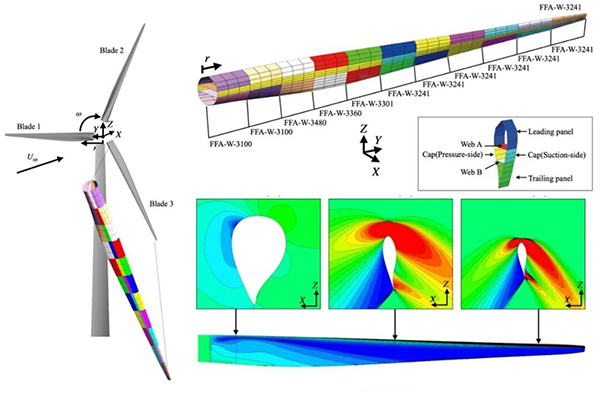
碳纤维制品的生产是一个高度系统化的工程过程,其性能优劣不仅取决于材料本身,也依赖于科学的铺层设计、高精度的成型工艺、严格的表面处理与涂装。此外为了更好的确保产品能够应用,比如高端应用中,智上新材料都是会结合仿真分析(如有限元铺层优化)与工艺控制,从而实现性能优解。