热塑性CF-PAEK(PEEK)包覆成型工艺,熔体温度对界面结合强度的影响
发表时间:2024-09-09 14:09:28 作者:超级管理员 阅读数:1029 上文中,智上新材结合专业论文,介绍了在热塑性碳纤维聚芳醚酮(CF-PAEK)和聚醚醚酮(PEEK)这两种复合材料包覆成型过程中,模具温度对两者结合的界面强度的影响,了解了温度提升后,不仅会提高界面结合强度,还会增强剪切强度。本文将继续介绍树脂熔融的温度,对两种复合材料包覆成型后界面结合强度的影响。
熔体温度对热塑性CF-PAEK(PEEK)复合材料界面结合强度的影响
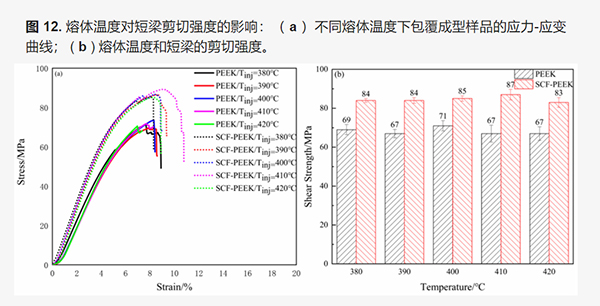
1、不同熔体温度下包覆成型复合材料的剪切强度:上图显示了PEEK/CCF-PAEK和SCF-PEEK/CCF-PAEK试样在不同熔化温度下的剪切强度,其中PEEK/CCF-PAEK的剪切强度分别为69MPa、67MPa、71MPa、67MPa和66MPa,SCF-PEEK/CCF-PAEK试样的剪切强度分别为84MPa、84MPa、85MPa、87MPa和83MPa。对比两种热塑性树脂包覆成型复合材料试样的剪切强度数据可知,当模具温度为260℃时,熔体温度提升后对PEEK/CCF-PAEK界面结合强度的影响先提升,后下降。
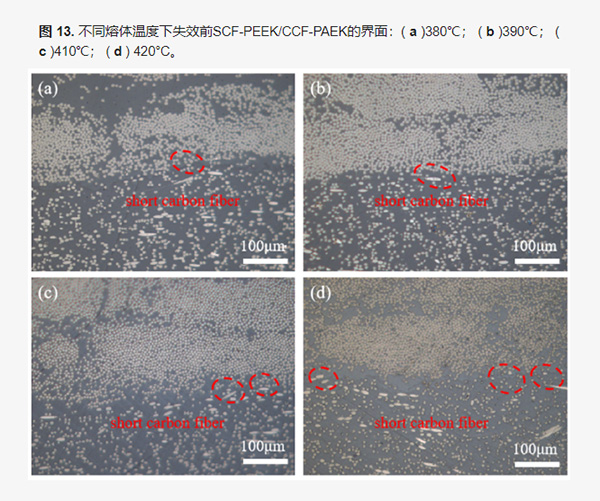
2、不同熔融温度下SCF-PEEK/CCF-PAEK试样界面结合效果:上图显示了SCF-PEEK/CCF-PAEK复合材料在不同熔融温度下的界面结合状态,当模具温度为260℃时,PAEK和PEEK之间的边界变得不清晰。随着熔体温度升高,SCF-PEEK中越来越多的短碳纤维进入PAEK树脂中。上图中红圈所示,短碳纤维跨越边界连接两种基体树脂,提高界面结合强度。当界面处形成树脂共混区时,可以通过提高熔融温度来改善SCF-PEEK树脂的流动性。可以将更多短碳纤维插入富含树脂的区域以增强界面。
根据实验数据可知,当模具温度为260°C、PEEK/CCF-PAEK的熔体温度为400°C时,包覆成型的复合材料的剪切强度最高,可达71MPa;而SCF-PEEK/CCF-PAEK的熔体温度为410°C时,复合材料试样的剪切强度最高,可达87MPa。
分子动力学模拟分子链扩散和界面形成过程,模具温度更具影响力
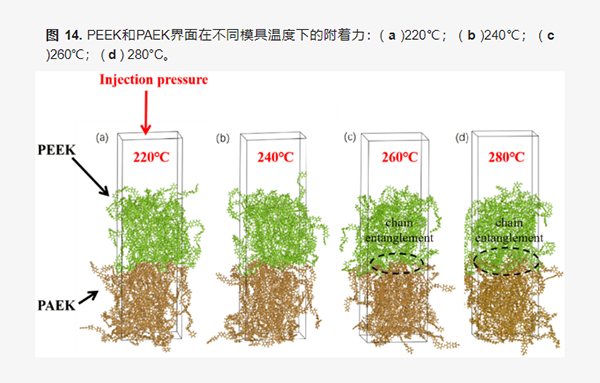
如上图显示,事先将PAEK树脂涂成棕色,将PEEK树脂涂成绿色,通过电子扫描显微镜观察两种热塑性复合材料包覆成型的具体过程,观察分子间扩散和界面形成过程。结果表明,模具温度显著影响界面结合强度,而熔体温度几乎没有影响。因此将实验中模具温度作为模拟观察的核心因素,设定注塑温度设定为400℃,模具温度分别设定为220℃、240℃、260℃、280℃。数据显示,随着模具温度的升高,一些分子链穿过界面并与另一层分子链纠缠在一起。在PEEK/PAEK两种热塑性复合材料包覆成型中,界面的形成不仅取决于两个分子链的相互运动,还取决于分子的自运动。
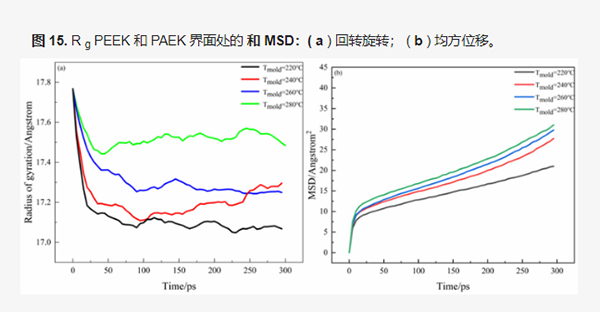
上图a显示了PAEK和PEEK这两种树脂界面结合处不同模具温度下的旋转半径,在不同的加工条件下,当达到300℃的稳定状态时,整个系统的旋转半径逐渐增大。上图b显示了PEEK和PAEK这两种树脂界面结合处不同模具温度下的平均方位角位移-时间曲线。总平均方位角偏移随时间迅速增加,表明随着温度升高,分子运动加快,界面结合强度获得提升。但当温度超过280℃后,平均方位值偏移量趋于平稳,界面结合强度也停止了增加。
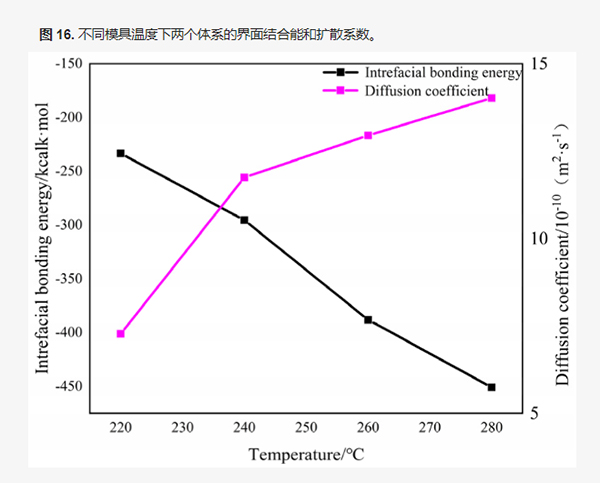
上图显示了两个体系在不同模具温度下的界面结合能和扩散系数。可以看出,当模具温度从220 ℃升高到280 ℃时,扩散系数从7.3*10-10m2·s-1增大到14.0*10-10m2·s-1,并且界面能的绝对值从233.4 kcal·mol-1急剧增加到450.8kcal·mol-1。与其他温度变化相比,模具温度从220℃升高到240℃时扩散系数变化较大。此时分子扩散速率增大,与试样的剪切强度趋势相同。
结合前文和本文,可知在热塑性碳纤维聚芳醚酮和聚醚醚酮复合材料的包覆成型工艺中,模具温度和熔体温度对整体复合材料机械性能和界面结合强度都有较大的影响。选择合适的模具温度和熔体温度,可以制备出性能更为优秀的热塑性碳纤维聚芳醚酮类包覆复合材料。